滚筒研磨是将工件、磨料、添加剂放在旋转体(滚筒)或振动体(振动筒)中进行自动研磨的方法,可适用于精密机械部件、复杂形状部件等小尺寸产品的研磨。这一方法之所以得以普及,不仅因为其效率很高,还因为其具有自动化、省力化的优点。
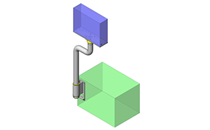
在滚筒研磨法中,磨料和工件在滚筒(桶)中以较高的速度旋转,如【图1】所示,工件的上层沿着与旋转方向相反的方向滑落,形成一个滑动层,这个滑动层不断循环,从而均匀研磨所有工件。
")
根据滚筒的转速不同,滑动层的形成会有所不同,因此研磨量也会随之发生变化。常规研磨时30~40rpm即可,抛光时以15~20rpm为佳。通常,滚筒内径为D [m]、装入量为滚筒容积的55%,则其与研磨状态的关系如【表1】所示。
【表1】滚筒转速与研磨状态
研磨状态 | 重切削 | 粗切削 | 精研磨 | 抛光研磨 |
转速rpm | 30~25/√D | 25~20/√D | 20~15/√D | 15~12/√D |
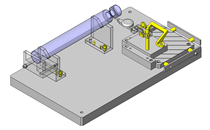
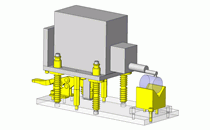
滚筒研磨包括水平型与多面体型。多面体型是根据其侧面的作用效果而命名的。【图2】中是滚筒中工件的流动状况,【图3】中是表示两者的外观。
")
")